|
.: Martelo de Aço - Ferramenta Manual
(III) :.
Objetivo
Justificativa
Normas e Documentos de Referęncia
Marcas Analisadas
Informações sobre
as Marcas analisadas
Laboratório Responsável
pelos Ensaios
Ensaios Realizados e Resultados
Obtidos
Providęncias
Objetivo
A apresentaçăo dos resultados
obtidos nos ensaios realizados em Ferramentas Manuais –
Martelo de Aço é parte integrante dos trabalhos do Programa
de Análise de Produtos desenvolvido pelo Inmetro e que tem por objetivos:
- prover mecanismos para que o Inmetro
mantenha o consumidor brasileiro informado sobre a adequaçăo
dos produtos aos Regulamentos e ŕs Normas Técnicas, contribuindo
para que ele faça escolhas melhor fundamentadas, tornando-o
mais consciente de seus direitos e responsabilidades;
- fornecer subsídios para a indústria
nacional melhorar continuamente a qualidade de seus produtos;
- diferenciar os produtos disponíveis
no mercado nacional em relaçăo ŕ sua qualidade, tornando a concorręncia
mais equalizada;
- tornar o consumidor parte efetiva deste
processo de melhoria da qualidade da indústria nacional.
Deve ser destacado que estes ensaios năo
se destinam a aprovar marcas ou modelos de produtos. O fato das
amostras analisadas estarem ou năo em conformidade com as especificaçőes
contidas em uma norma/regulamento técnico, indica uma tendęncia
do setor em termos de qualidade, em um determinado tempo. A partir
dos resultados obtidos, săo definidas, em articulaçăo com as partes
interessadas, as açőes necessárias de apoio aos setores produtivos
na busca da melhoria da qualidade dos produtos, tornando o produto
nacional mais competitivo e contribuindo para que o consumidor tenha,
a sua disposiçăo no mercado, produtos adequados ŕs suas necessidades.
Justificativa:
A análise de conformidade realizada no
produto Martelo de Aço vai ao encontro do Procedimento Geral
do Programa de Análise de Produtos do Inmetro quanto ŕ seleçăo dos
produtos, priorizando aqueles de consumo intensivo e extensivo pela
sociedade e que estejam relacionados ŕ questőes que envolvam a segurança
dos usuários.
  O Inmetro selecionou para essa análise os tręs tipos de Ferramentas
Manuais mais comuns, que podem ser encontrados em toda residęncia
e que se destinam a realizar pequenos trabalhos caseiros. Săo elas:
o alicate universal, a chave de fenda e o martelo de aço. O Inmetro selecionou para essa análise os tręs tipos de Ferramentas
Manuais mais comuns, que podem ser encontrados em toda residęncia
e que se destinam a realizar pequenos trabalhos caseiros. Săo elas:
o alicate universal, a chave de fenda e o martelo de aço.
Outro dado apresentado nesse relatório
será um comparativo entre os desempenhos dos produtos nacionais
e os de origem estrangeira durante os ensaios realizados, com o
objetivo de avaliar o comportamento da indústria nacional do setor
de ferramentas em resposta ŕ entrada de produtos importados.
Com a divulgaçăo dos resultados das análises
de conformidade realizadas, o Inmetro espera fornecer informaçőes
que poderăo orientar os consumidores em suas futuras decisőes de
compra e subsídios suficientes para que o setor identifique possíveis
falhas no processo produtivo e adote medidas visando a melhoria
da qualidade dos produtos.
Normas e Documentos de Referęncia
Para a realizaçăo dos ensaios foram utilizadas
as seguintes normas de referęncia:
- NBR 10.760, de outubro de 1989: Martelo
de Aço - Especificaçőes
- NBR 10.762, de outubro de 1989: Cabos
de Madeira para Martelos – Especificaçăo
- NBR 10.764, de outubro de 1989: Cabos
de Madeira para Martelos até 2 kg - Dimensőes
- NBR 10.761, de outubro de 1989: Olhal
de Martelo – Dimensőes
As normas NBR 10.762 e NBR 10.764 estabelecem
parâmetros para cabos de madeira para martelos de aço de até 2kg
comercializados separadamente da cabeça do martelo, considerando-os
como peças individuais e năo como parte de um conjunto. Segundo
o laboratório, ao separar o cabo do restante da ferramenta, este
sofre deformaçőes que o descaracterizam, inviabilizando a realizaçăo
de determinados ensaios. Portanto, alguns dos ensaios descritos
nessas normas năo puderam ser realizados pois aplicam-se apenas
ao cabo e năo ŕ ferramenta montada.
Esse relatório contém observaçőes que darăo
maiores detalhes sobre os ensaios e sua aplicabilidade.
Laboratório Responsável pelos Ensaios
Os ensaios nas amostras de martelo de
aço foram realizados pelo Laboratório de Ensaios Mecânicos
e Metalurgia e pelo Laboratório de Metrologia Dimensional
do Instituto de Pesquisas e Estudos Industriais da Faculdade de
Engenharia Industrial - FEI, localizada em Săo Bernardo do Campo,
Săo Paulo.
Cabe ressaltar que o laboratório responsável
pela realizaçăo dos ensaios dimensionais possui credenciamento junto
ŕ Rede Brasileira de Calibraçăo - RBC do Inmetro.
Os laboratórios integrantes da RBC tęm
assegurada a rastreabilidade de suas medidas a padrőes nacionais,
através da calibraçăo dos seus padrőes de referęncia diretamente
pelo Laboratório Nacional de Metrologia - LNM.
Marcas Analisadas
A análise foi precedida de uma pesquisa
de mercado realizada em 11 (onze) Estados: Goiás, Pará, Rondônia,
Bahia, Rio Grande do Norte, Săo Paulo, Rio de Janeiro, Espírito
Santo, Minas Gerais, Santa Catarina e Paraná, e identificou 51 (cinqüenta
e uma) diferentes marcas de Martelo de Aço do tipo Unha,
dentre as quais, 17 (dezessete) importadas.
Considerando que uma das diretrizes do
Programa é analisar a tendęncia da conformidade do produto, năo
é necessário analisar todas as marcas disponíveis no mercado nacional.
Foram selecionadas, com base na dispersăo geográfica e na tradiçăo
e participaçăo no mercado nacional, 15 (quinze) marcas de Martelo
de Aço, 08 (oito) nacionais e 07 (sete) importadas para serem
submetidas aos ensaios de conformidade.
A tabela I relaciona os fabricantes/importadores
que tiveram amostras de seus produtos analisadas.
Tabela
I
|
Marca/Modelo
|
Tipo do Cabo
|
Origem
|
|
A
|
Madeira
|
Espanha
|
|
B
|
Plástico com punho
de borracha
|
China
|
|
C
|
Madeira
|
SP
|
|
D
|
Madeira
|
MG
|
|
E
|
Madeira
|
RS
|
|
F
|
Madeira
|
|
G
|
Plástico com punho
de borracha
|
Importada |
| H |
Madeira
|
Importada |
| I |
Metal com punho
de borracha
|
China
|
| J |
Madeira
|
China
|
| K |
Madeira
|
SP
|
| L |
Madeira
|
MG
|
| M |
Madeira
|
RS
|
| N |
Madeira
|
RS
|
| O |
Madeira
|
China
|
Observaçőes:
- Os martelos de aço identificados
como "B" e "H" năo traziam nenhuma marca que
os identificasse e foram nomeados, respectivamente, com base no
ponto de venda onde as amostras foram adquiridas e no fornecedor
do produto no Brasil.
- O fabricante ou importador das
amostras de martelo de aço "H" năo pôde ser identificado
e seguindo orientaçăo do Código de Defesa do Consumidor que declara,
em seu artigo 13, que "O comerciante é igualmente responsável
... quando o fabricante, o construtor, o produtor ou o importador
năo puderem ser identificados", a responsabilidade pelo produto
recaiu sobre o ponto de venda.
Com relaçăo ŕs informaçőes
contidas na homepage sobre o resultados dos ensaios, vocę vai observar
que identificamos as marcas dos produtos analisados apenas por um
período de 90 dias. Julgamos importante que vocę saiba os motivos:
- As informaçőes geradas pelo Programa
de Análise de Produtos săo pontuais, podendo ficar desatualizadas
após pouco tempo. Em vista disso, tanto um produto analisado e
julgado adequado para consumo pode tornar-se impróprio, como o
inverso, desde que o fabricante tenha tomado medidas imediatas
de melhoria da qualidade, como temos freqüentemente observado.
Só a certificaçăo dá ao consumidor a confiança de que uma determinada
marca de produto está de acordo com os requisitos estabelecidos
nas normas e regulamentos técnicos aplicáveis. Os produtos certificados
săo aqueles comercializados com a marca de certificaçăo do Inmetro,
objetos de um acompanhamento regular, através de ensaios, auditorias
de fábricas e fiscalizaçăo nos postos de venda, o que propicia
uma atualizaçăo regular das informaçőes geradas.
- Após a divulgaçăo dos resultados, promovemos
reuniőes com fabricantes, consumidores, laboratórios de ensaio,
ABNT – Associaçăo Brasileira de Normas Técnica e outras entidades
que possam ter interesse em melhorar a qualidade do produto em
questăo. Nesta reuniăo, săo definidas açőes para um melhor atendimento
do mercado. O acompanhamento que fazemos pode levar ŕ necessidade
de repetiçăo da análise, após um período de, aproximadamente,
de 1 ano. Durante o período em que os fabricantes estăo se adequando
e promovendo açőes de melhoria, julgamos mais justo e confiável,
tanto em relaçăo aos fabricantes quanto aos consumidores, năo
identificar as marcas que foram reprovadas.
- Uma última razăo diz respeito ao fato
de a Internet ser acessada por todas as partes do mundo e informaçőes
desatualizadas sobre os produtos nacionais poderiam acarretar
sérias conseqüęncias sociais e econômicas para o país.
Ensaios Realizados e Resultados Obtidos
A partir da seleçăo das marcas e da solicitaçăo
do laboratório responsável pelos ensaios, foi enviada orientaçăo
de compra para os órgăos pertencentes ŕ Rede Brasileira de Metrologia Legal e Qualidade - RBMLQ (Institutos de Pesos e Medidas e Superintendęncias
do Inmetro) para que fossem adquiridas 04 (quatro) unidades de cada
marca de Martelo de Aço tipo Unha, a fim de submetę-las aos
ensaios de conformidade descritos pelas normas técnicas pertinentes.
Verificaçăo das
Marcaçőes
De acordo com o artigo 6ş, do Código de
Defesa do Consumidor, é direito básico do consumidor ter acesso
ŕ "informaçăo adequada e clara sobre os diferentes produtos
e serviços, com especificaçăo correta de quantidade, características,
composiçăo, qualidade e preço ...".
Segundo a norma NBR 10.764, específica
para cabos de madeira, nos cabos devem constar as seguintes informaçőes:
- O termo "Cabo"
- Comprimento do cabo, em milímetros
- Classificaçăo da qualidade do cabo (A,
B, C)
- Acabamento da superfície do cabo
- Número da norma
Por exemplo:
A designaçăo de um cabo de madeira para martelo até 2kg, de comprimento
l=320mm, classe de qualidade B, pintado, é: Cabo 320 x B x pin x
NBR 10.764.
A norma năo deixa claro se tais informaçőes
devem constar nos cabos apenas quando săo comercializados separadamente,
ou se elas também devem estar presentes quando fixados ŕ cabeça
de aço, compondo o conjunto da ferramenta manual, como geralmente
é encontrada no mercado.
Nenhuma das marcas analisadas apresentaram
todas as informaçőes descritas pela norma. A única informaçăo que
foi encontrada em 10 (dez) das 15 (quinze) marcas analisadas refere-se
ao comprimento do cabo.
Outra dificuldade detectada refere-se ŕ
verificaçăo da classe da qualidade da madeira utilizada para fabricaçăo
do cabo. Além de năo trazer essa marcaçăo, os ensaios descritos
pela norma que definem as propriedades físicas e mecânicas da madeira
só podem ser realizados no cabo, antes do processo de encabamento
(fixaçăo do cabo ao olhal do martelo).
Durante o processo de encabamento, a madeira
sofre deformaçőes que a descaracterizam. Retirar o cabo do olhal
significa deformá-la ainda mais, o que impede que sejam avaliados
segundo os parâmetros normativos.
Em funçăo do descrito, a conformidade das
amostras năo pôde ser avaliada, conferindo aos resultados do ensaio
de Verificaçăo das Marcaçőes caráter meramente informativo.
Estado e Acabamento
das Superfícies
Esse ensaio verifica através de inspeçăo
visual, se a superfície das amostras de martelo de aço tipo unha
oferecem algum risco ŕ segurança do usuário, principalmente, durante
o manuseio da ferramenta.
Em relaçăo a esse critério, as amostras
de martelo de aço devem apresentar as seguintes características:
Cabeça:
- Ausęncia de defeitos como trincas, porosidade
ou rebarbas;
- Superfície polida;
- Proteçăo com verniz ou anticorrosivo
equivalente.
Nesse ensaio, das 15 (quinze)
marcas analisadas, 04 (quatro) foram consideradas năo conformes,
pois apresentavam polimento apenas na regiăo da face
do martelo, superfície que entra em contato com o material a ser
trabalhado, ou seja, local com o qual săo dadas as pancadas.
Todas as amostras foram consideradas
conformes em relaçăo aos demais requisitos desse ensaio.
Cabo de Madeira:
- Deve ser fabricado de madeira
- Ausęncia de cascas, rachaduras ou pontos
afetados por insetos
- Deve ser usinado, alisado (lixado)
- Deve ser oleado, envernizado, pintado
ou alguma proteçăo anticorrosiva
Das 15 (quinze) marcas analisadas,
o cabo de 03 (tręs) delas foram considerados năo conformes, pois
não apresentavam proteçăo anticorrosiva em suas superfícies.
As demais marcas foram consideradas
conformes em relaçăo a esse requisito.
Os cabos de todas as marcas apresentavam
sua superfície alisada (lixada) e, portanto, foram consideradas
conformes.
As amostras da marca "H"
foram consideradas năo conformes, pois seus cabos apresentam pontos
afetados por insetos, o que é indicativo de que o fabricante năo
exerce controle da qualidade eficaz da matéria-prima (madeira) utilizada
para fabricaçăo do produto. A madeira que apresenta irregularidades
dessa natureza tem sua resistęncia mecânica reduzida nesses pontos
e nas áreas próximas a eles.
Cabe ser ressaltado fato observado pela
análise dos resultados obtidos e pelas características das amostras
submetidas a esse ensaio. Das 15 (quinze) marcas analisadas, 12
(doze) possuem o cabo feito de madeira, 02 (duas) tęm cabo de plástico
e empunhadura de borracha e 01 (uma), tem cabo de metal e empunhadura
de borracha.
De acordo com os parâmetros normativos,
que determinam que os cabos tęm de ser feitos de madeira, essas
03 (tręs) marcas deveriam ser consideradas năo conformes. Entretanto,
por năo se tratar de característica que esteja relacionada a questőes
que envolvam a segurança do usuário, essa năo conformidade foi desconsiderada.
A presença de martelos com cabos feitos
de materiais diferentes da madeira pode ser um indício de uma nova
tendęncia do setor de ferramentas manuais. Como a norma foi elaborada
a mais de 10 (dez) anos, a comissăo de estudos da Associaçăo Brasileira
de Normas Técnicas – ABNT deve ser reativada com o objetivo
de avaliar se essa modificaçăo representa evoluçăo tecnológica do
setor e, portanto, a possibilidade de revisăo desse parâmetro na
norma é um ponto a ser considerado.
Montagem do Cabo
Encabamento
A realizaçăo desse ensaio visa verificar
a fixaçăo do cabo, independente do material utilizado na fabricaçăo,
ŕ cabeça do martelo de aço, processo denominado encabamento.
De acordo com a norma técnica: "O cabo deve ser rigorosamente
fixado ao martelo através do olhal, por meio de uma cunha de metal
... de tal forma que năo haja escorregamento, nem vestígios de oscilaçăo".
A fixaçăo adequada do cabo diminui o risco
da cabeça do martelo se soltar, oferecendo riscos ŕ segurança do
usuário, principalmente, nos movimentos bruscos empreendidos durante
a realizaçăo de trabalhos com ferramentas manuais dessa natureza.
A conformidade aos parâmetros é verificada
pela dificuldade oferecida pelas amostras em se retirar o cabo do
interior do olhal do martelo. Das 15 (quinze) marcas, 03 (tręs)
foram consideradas năo conformes:
- As amostras das marcas"L"
e "O",
ambas com cabo de madeira, apresentaram oscilaçőes do cabo
na regiăo do olhal do martelo.
- Na marca "I",
com cabo de metal, a irregularidade detectada pode ser
considerada mais crítica, pois o cabo pôde ser removido apenas
utilizando-se a força das măos.
As demais marcas foram consideradas
conformes.
Nesse ensaio cabe uma observaçăo relacionada
ao método utilizado pelos fornecedores dos produtos (nacionais e
importados) para fixaçăo do cabo ao martelo e a sua conformidade
aos parâmetros normativos.
Segundo a norma técnica, essa fixaçăo deve
ser feita "... por meio de uma cunha de metal ...",
objeto utilizado para abrir fendas em pedra e madeira e com o auxílio
do qual fixa-se o cabo ao martelo. Entretanto, das 15 (quinze) marcas
analisadas, 08 (oito) utilizam resina como método para fixaçăo
do cabo ao olhal que foi considerado pelo laboratório mais eficiente
do que o método descrito na norma e, por isso, a năo conformidade
foi desconsiderada.
Outro fato que deve ser relatado é que
as amostras consideradas năo conformes nesse ensaio apresentavam
fixaçăo por meio de cunha de metal, com exceçăo da marca "i",
em que o cabo năo era fixado, apenas encaixado no olhal.
Portanto, a utilizaçăo da resina parece
ser uma tendęncia do setor e que deve ser levada em consideraçăo
no caso de uma revisăo da norma vigente.
Teor de
Umidade
Outra característica verificada nesse ensaio
foi a determinaçăo do teor de umidade da madeira utilizada para
fabricaçăo do cabo, a fim de verificar sua higroscopicidade, ou
seja, a sua propriedade de absorver vapor de água do ambiente. Caso
a madeira seja muito higroscópica, ou seja, absorva muita água,
ela tende a inchar e a perder resistęncia mecânica.
Todas as amostras analisadas
foram consideradas conformes.
Cabe observar que somente as amostras com
cabo de madeira puderam ser submetidas a esse ensaio.
Dureza (Unha e
Face)
Esse ensaio determina a dureza das amostras
analisadas, ou seja, a resistęncia oferecida pelas partes principais
do martelo, unha e face, ŕ deformaçăo permanente. A unha
é a área do martelo que possui forma de "garra" e é habitualmente
utilizada para retirar pregos e outros objetos fincados em madeira.
A face é a regiăo com a qual se dá as pancadas.
A determinaçăo da dureza dos metais é um
método de controle da qualidade muito importante na indústria para
verificaçăo das condiçőes de fabricaçăo, tratamento térmico, uniformidade
dos materiais utilizados, etc.
Segundo a norma técnica: "As durezas
... devem estar entre 50 HRC, no mínimo, e 58 HRC, no máximo, constatadas
em tręs pontos distintos. A profundidade de tratamento deve ser
de 3mm no mínimo, ao fim da qual deve ter uma dureza de 44 HRC no
mínimo", ou seja, até a profundidade de 3 mm, o aço deve
ter uma dureza entre 50 e 58 HRC e, para profundidades maiores,
a dureza mínima deve ser de 44 HRC. Em ambos os casos, a dureza
é medida em tręs diferentes pontos.
A tabela II descreve os parâmetros normativos
e os resultados obtidos pelo ensaio de dureza, considerando as incertezas
das mediçőes.
Tabela
II
|
|
Valores das
Durezas Medidas (HRC)
|
|
|
Unha (profundidade
até 3mm)
|
Unha (profundidade
> 3mm)
|
Face (profundidade
até 3mm)
|
Face (profundidade
> 3mm)
|
|
|
50 HRC <
dureza
< 58 HRC)
|
dureza >
44 HRC
|
50 HRC <
dureza
< 58 HRC)
|
dureza >
44 HRC
|
|
Marcas
|
1ş Ponto
|
2ş Ponto
|
3ş Ponto
|
1ş Ponto
|
2ş Ponto
|
3ş Ponto
|
1ş Ponto
|
2ş Ponto
|
3ş Ponto
|
1ş Ponto
|
2ş Ponto
|
3ş Ponto
|
|
A
|
54,5
|
55,0
|
55,1
|
54,2
|
54,0
|
53,8
|
54,5
|
55,0
|
54,5
|
56,0
|
55,0
|
55,5
|
|
B
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
45,0
|
58,5
|
43,0
|
45,5
|
43,5
|
48,5
|
|
C
|
20,0
|
24,0
|
26,5
|
45,0
|
45,4
|
43,0
|
55,5
|
50,8
|
55,8
|
51,0
|
44,5
|
50,3
|
|
D
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
|
E
|
50,0
|
50,5
|
50,0
|
58,0
|
56,0
|
51,8
|
59,0
|
60,0
|
60,0
|
58,0
|
57,0
|
47,0
|
|
F
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
51,5
|
53,0
|
50,0
|
47,5
|
47,2
|
49,0
|
|
G
|
51,8
|
50,5
|
52,2
|
51,0
|
50,0
|
50,8
|
54,5
|
54,0
|
54,1
|
52,9
|
50,5
|
53,5
|
|
H
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
|
I
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
|
J
|
46,0
|
47,0
|
46,0
|
24,5
|
21,0
|
20,0
|
56,0
|
51,0
|
33,0
|
30,2
|
<
20,0
|
<
20,0
|
|
K
|
30,0
|
33,0
|
35,8
|
27,2
|
27,8
|
23,0
|
49,5
|
51,0
|
46,0
|
46,8
|
50,0
|
44,5
|
|
L
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
<
20,0
|
|
M
|
49,5
|
51,5
|
50,0
|
49,5
|
50,5
|
52,5
|
53,2
|
51,2
|
52,0
|
52,0
|
52,0
|
50,0
|
|
N
|
49,0
|
51,5
|
54,5
|
55,2
|
57,2
|
56,8
|
57,5
|
57,8
|
58,0
|
57,0
|
57,0
|
56,5
|
|
O
|
20,0
|
20,0
|
20,0
|
22,0
|
20,8
|
22,2
|
58,0
|
56,8
|
57,1
|
56,5
|
56,5
|
55,8
|
Observaçăo:
As células hachuradas correspondem
aos valores de dureza que ficaram abaixo do valor mínimo da escala
utilizada para mediçăo, indicando que o metal utilizado para fabricaçăo
da ferramenta pode apresentar deformaçăo quando submetido a esforços
de trabalho.
Das 15 (quinze) marcas analisadas,
10 (dez), o que corresponde a cerca de 67% (sessenta e sete por
cento) do total, foram consideradas năo conformes, pois apresentaram,
pelo menos, um dos valores de dureza abaixo do limite mínimo estabelecido
pela norma.
Esse resultado indica que o metal utilizado
para fabricaçăo das amostras de martelo analisadas tende a apresentar
deformaçőes, ou seja, a amassar, quando submetido aos esforços de
trabalho para ferramentas dessa natureza, principalmente se o material
com o qual se trabalha apresentar dureza mais elevada que a da amostra.
Dentre essas marcas, cabe destacar aquelas
cujo valor numérico da dureza encontrado năo pôde ser expresso,
pois apresentava-se fora da escala de mediçăo utilizada. Sete
marcas, ou seja, 70% (setenta por cento) das marcas consideradas
năo conformes apresentaram valor da dureza abaixo de 20 HRC.
As demais marcas foram consideradas
conformes.
Massa do Martelo
Este ensaio determina a massa das amostras
de martelo analisadas. Neste caso, entende-se por martelo apenas
a cabeça de aço.
Com a padronizaçăo da massa, em conjunto
com o estabelecimento das dimensőes padrőes, pretende-se definir
a ferramenta manual que ofereça melhor manejabilidade e empunhadura,
com a qual o usuário exerça o menor esforço físico possível.
Destacamos o fato de que apenas as amostras
que indicavam a massa puderam ser submetidas a esse ensaio. Como
a indicaçăo dessa característica năo é obrigatória, outro ponto
que indica a necessidade de revisăo da norma, pois essa informaçăo
deveria ser obrigatória, as demais marcas năo foram consideradas
năo conformes, e sim, năo aplicáveis ao ensaio em questăo. Para
essas marcas, a indicaçăo da massa obtida durante o ensaio passa
a ter caráter meramente informativo.
Das 15 (quinze) marcas analisadas, apenas
03 (tręs) indicavam a massa da cabeça do martelo. Para elas, os
resultados obtidos săo conclusivos.
Das 03 (tręs) marcas aptas para serem
submetidas a esse ensaio, 02 (duas) foram consideradas năo conformes,
pois a massa determinada pelo ensaio estava acima da tolerância
máxima estabelecida pela norma, ou seja, os martelos eram mais pesados.
A tabela III descreve as tolerâncias estabelecidas
pela norma para cada faixa de massa do martelo.
Tabela
IV
|
Massa do Martelo (M)
|
Tolerâncias Admissíveis (g)
|
|
Até 200g
|
± 0,1 x M
|
|
200g < M Ł 1.000g
|
± (10 + 0,05 x M)
|
|
1.000g < M Ł 2.000g
|
± (20 + 0,04 x M)
|
|
M > 2.000g
|
± (30 + 0,035 x M)
|
A tabela V a seguir descreve a massa declarada
pelos fornecedores do produto, as tolerâncias, os resultados do
ensaio para todas as marcas e a conclusăo.
Tabela V
|
Marcas
|
Massa Declarada
pelo Fornecedor (g)
|
Tolerância (g)
|
Massa Determinada
pelo Ensaio (g)
|
Diferença (g)
|
Conclusăo
|
|
A
|
ľ
|
ľ
|
426,2
|
ľ
|
Năo Aplicável
|
|
B
|
ľ
|
ľ
|
679,6
|
ľ
|
Năo Aplicável
|
|
C
|
ľ
|
ľ
|
438,5
|
ľ
|
Năo Aplicável
|
|
D
|
ľ
|
ľ
|
369,9
|
ľ
|
Năo Aplicável
|
|
E
|
ľ
|
ľ
|
347,2
|
ľ
|
Năo Aplicável
|
|
F
|
ľ
|
ľ
|
356,8
|
ľ
|
Năo Aplicável
|
|
G
|
16oz
|
453,6
|
± 32,68
|
462,1
|
+
8,5
|
Conforme
|
|
H
|
ľ
|
ľ
|
394,2
|
ľ
|
Năo Aplicável
|
|
I
|
ľ
|
ľ
|
362,6
|
ľ
|
Năo Aplicável
|
|
J
|
16oz
|
453,6
|
± 32,68
|
502,7
|
+
49,1
|
Năo Conforme
|
|
K
|
7oz
|
198,5
|
± 19,85
|
221,1
|
+
22,65
|
Năo Conforme
|
|
L
|
ľ
|
ľ
|
364,6
|
ľ
|
Năo Aplicável
|
|
M
|
ľ
|
ľ
|
410,7
|
ľ
|
Năo Aplicável
|
|
N
|
ľ
|
ľ
|
425,0
|
ľ
|
Năo Aplicável
|
|
O
|
ľ
|
ľ
|
277,5
|
ľ
|
Năo Aplicável
|
Verificaçăo
das Dimensőes Básicas
Este ensaio verifica se as dimensőes das
amostras de martelo de aço analisadas atendem ŕs especificaçőes
da norma no que diz respeito ŕ fabricaçăo de uma ferramenta com
dimensőes padrăo. Cabe destacar que as normas vigentes definem parâmetros
dimensionais para o cabo de madeira e para o olhal da cabeça do
martelo. As demais dimensőes năo săo previstas.
A norma brasileira determina que o comprimento
total do cabo do martelo de aço seja usado com dimensăo de
referęncia para as demais dimensőes, ou seja, a partir do comprimento
do cabo, define-se os parâmetros para as demais dimensőes e suas
respectivas tolerâncias.
Os desenhos a seguir descrevem o posicionamento
de cada uma das dimensőes medidas.
Como pode ser observado, o cabo do martelo
tem a forma da figura geométrica denominada elipse. Essa
figura possui dois eixos principais, um maior e um menor, a partir
dos quais as linhas săo traçadas. Outro ponto a ser destacado é
que como as medidas săo feitas no início e no final do cabo, teremos
duas elipses de tamanho diferente e, consequentemente, quatro eixos.
Elipse interna: formada pelo eixo maior
a1 e pelo eixo menor b1 e pelos raios r1
e r2
Elipse externa: formada pelo eixo maior a2 e pelo
eixo menor b2 e pelos raios r3 e r4
O quadro I relaciona as dimensőes definidas
como de referęncia para o comprimento do cabo do martelo, suas dimensőes
correspondentes e tolerâncias.
Quadro I
|
Comprimento do Cabo
|
Elipse Interna
|
Elipse Externa
|
Dimensőes do Olhal (m
x n)
|
|
Eixos
|
Raios
|
Eixos
|
Raios
|
m
|
n
|
|
Maior (a1)
|
Menor (b1)
|
r1
|
r2
|
Maior
(a2)
|
Menor
(b2)
|
r3
|
r4
|
Dimensőes
|
Tolerâncias
|
Dimensőes
|
Tolerâncias
|
|
L
|
Tolerâncias
|
Tolerâncias
|
Tolerâncias
|
Máx.
|
Mín.
|
Máx.
|
Mín.
|
|
Máx.
|
Mín.
|
Máx.
|
Mín.
|
Máx.
|
Mín.
|
|
250
(1)
|
258
|
242
|
13,5
|
12,5
|
22
|
21,4
|
3,2
|
12,5
|
20
|
15
|
6,9
|
15
|
12,5
|
12,7
|
12,3
|
7,1
|
7,2
|
7
|
|
260
(2)
|
268
|
252
|
17,3
|
16
|
10
|
9,2
|
4
|
16
|
23
|
16
|
6,9
|
17
|
16
|
16,2
|
15,8
|
9
|
9,1
|
8,9
|
|
280
(3)
|
288
|
272
|
19,6
|
18,1
|
11,2
|
10,4
|
4,3
|
17
|
25
|
19
|
8,5
|
17
|
18
|
18,3
|
17,7
|
10
|
10,2
|
9,8
|
|
300
(4)
|
309
|
291
|
21,6
|
20,4
|
12,6
|
11,6
|
4,9
|
19
|
28
|
20
|
8,4
|
19
|
20
|
20,3
|
19,7
|
11,2
|
11,4
|
11
|
|
310
(5)
|
319
|
301
|
24,2
|
22,8
|
12,7
|
13
|
5,4
|
21
|
30
|
21
|
8,7
|
21
|
22,4
|
22,7
|
22,1
|
12,5
|
12,7
|
12,3
|
|
320
(6)
|
330
|
310
|
26,9
|
25,4
|
15,6
|
14,5
|
6,1
|
24
|
33
|
23
|
9,3
|
22
|
25
|
25,4
|
24,6
|
14
|
14,2
|
13,8
|
|
330
(7)
|
340
|
320
|
28,6
|
27
|
16,8
|
15,4
|
6,5
|
25
|
34
|
25
|
11,4
|
26
|
26,5
|
26,9
|
26,1
|
15
|
15,2
|
14,8
|
|
350
(8)
|
360
|
340
|
30,3
|
28,5
|
18
|
16,6
|
7,1
|
27
|
37
|
27
|
11,9
|
26,5
|
28
|
28,4
|
27,6
|
16
|
16,2
|
15,8
|
|
360
(9)
|
371
|
349
|
32,5
|
30,6
|
19,1
|
17,7
|
7,3
|
27,5
|
38
|
28
|
12,5
|
27,5
|
30
|
30,5
|
29,5
|
17
|
17,3
|
16,7
|
|
380
(10)
|
391
|
369
|
34,2
|
32,2
|
20,4
|
18,8
|
7,7
|
28
|
39
|
29
|
13,1
|
28
|
31,5
|
32
|
31
|
18
|
18,3
|
17,7
|
|
400
(11)
|
412
|
388
|
38,6
|
36,4
|
22,5
|
21,2
|
8,9
|
34
|
40
|
30
|
13,7
|
30
|
35,5
|
36
|
35
|
20
|
20,3
|
19,7
|
Unidades em milímetros
(mm)
Portanto, observa-se que, além do comprimento
total do cabo, é prevista a realizaçăo de mais 10 (dez) mediçőes:
dos quatro eixos e quatro raios que formam as elipses interna e
externa, que săo medidas no cabo do martelo, e dos eixos que formam
o olhal, medidos na cabeça do martelo.
Em relaçăo a essas medidas, cabem algumas
consideraçőes:
- As normas técnicas NBR 10.761 e NBR 10.764
estabelecem parâmetros diferentes para a mesma medida, a do raio
r1 da elipse interna. Enquanto na primeira a
mediçăo é feita no olhal da cabeça do martelo, na segunda ela
deve ser efetuada no cabo de madeira. Supőe-se que, como as dimensőes
descritas para o cabo tęm valores numéricos maiores, se comparadas
ŕquelas para o olhal, isto se deva ŕ necessidade do cabo ter espessura
ligeiramente maior para garantir melhor fixaçăo.
- Durante o ensaio, foram utilizados os
parâmetros descritos para as mediçőes dos raios r1
e r2 realizadas no olhal, pois o cabo, ao ser
retirado, sofre deformaçőes que impossibilitam a leitura precisa
das medidas.
- As mediçőes dos eixos da elipse interna
a1 e b1 também năo foram realizadas
pelo mesmo motivo, ratificando a suspeita comentada anteriormente
de que năo as normas atuais năo contemplam a ferramenta, martelo
de aço, como um conjunto único, analisando suas partes separadamente.
- As normas técnicas NBR 10.761 e NBR 10.764
năo estabelecem tolerâncias, nem máxima e nem mínima, para os
parâmetros das seguintes medidas: a2, b2,
r1, r2, r3
e r4. Esse fato dificulta a fabricaçăo da ferramenta
e levanta, mais uma vez, a questăo da necessidade de revisăo das
normas para o produto.
A tabela VI descreve os resultados das
dimensőes medidas, considerando-se as incertezas das mediçőes. Os
valores numéricos em negrito representam as năo conformidades encontradas.
Tabela
VI
|
Marcas
|
Comprimento
L
|
Eixos
|
Raios
|
Dimensőes do Olhal
|
|
a2
|
b2
|
r1
|
r2
|
r3
|
r4
|
m
|
n
|
|
A(3)
|
283,05
|
32,15
|
25,46
|
-
|
-
|
10,61
|
20,22
|
22,25
|
12,98
|
|
B(7)
|
326,89
|
36,63
|
29,14
|
-
|
-
|
17,28
|
24,76
|
24,83
|
16,57
|
|
C(7)
|
322,06
|
38,67
|
29,57
|
-
|
-
|
12,85
|
33,54
|
27,71
|
25,93
|
|
D(5)
|
308,50
|
35,98
|
26,28
|
5,15
|
25,37
|
12,09
|
30,12
|
-
|
-
|
|
E(7)
|
322,17
|
34,19
|
28,46
|
-
|
-
|
12,12
|
19,57
|
25,78
|
14,99
|
|
F(7)
|
322,20
|
29,30
|
37,32
|
-
|
-
|
16,21
|
26,36
|
27,56
|
15,36
|
|
G(6)
|
319,40
|
37,71
|
30,17
|
-
|
-
|
11,99
|
29,39
|
25,59
|
14,29
|
|
H(4)
|
294,61
|
32,55
|
26,35
|
7,38
|
18,01
|
10,61
|
25,27
|
-
|
-
|
|
I(4)
|
292,33
|
32,45
|
28,56
|
-
|
-
|
13,40
|
20,34
|
-
|
-
|
|
J(7)
|
331,42
|
39,38
|
31,27
|
-
|
-
|
15,87
|
32,40
|
25,72
|
13,91
|
|
K(3)
|
283,05
|
32,15
|
25,46
|
-
|
-
|
10,61
|
20,22
|
22,25
|
12,98
|
|
L(5)
|
307,40
|
35,80
|
26,10
|
5,97
|
24,47
|
12,20
|
38,44
|
-
|
-
|
|
M(6)
|
315,03
|
38,57
|
31,07
|
-
|
-
|
14,09
|
32,50
|
25,75
|
14,73
|
|
N(6)
|
314,77
|
38,25
|
31,42
|
-
|
-
|
15,27
|
29,69
|
25,65
|
15,55
|
|
O(4)
|
298,37
|
28,13
|
23,48
|
-
|
-
|
9,22
|
13,90
|
20,65
|
11,65
|
Unidades em milímetros
(mm)
Como pode ser observado, todas as
amostras analisadas apresentaram năo conformidades em relaçăo ŕ
verificaçăo dimensional em, pelo menos, uma das dimensőes verificadas.
Em relaçăo aos resultados e com o objetivo
de dar melhor entendimento ŕ tabela VI, săo feitas as seguintes
consideraçőes:
- Apenas 03 (tręs) marcas, dentre as analisadas,
possuem olhal em forma de elipse.
Portanto, apenas nessas amostras, os 04 (quatro) raios puderam
ser determinados. Nas demais, o olhal possui forma retangular,
com exceçăo das amostras da marca JS019 que possuem olhal redondo,
e apenas os raios r3 e r4
foram medidos.
Cabe esclarecer que o fato da amostra
năo apresentar olhal elíptico já representa uma irregularidade
e caracteriza a năo conformidade e, portanto, os valores numéricos
obtidos para as dimensőes do olhal, m e n, para essas marcas,
passam a ter caráter meramente informativo.
- O laboratório responsável pelos ensaios
năo pôde medir as dimensőes do olhal, m e n, para
as 03 (tręs) marcas que possuem olhal elíptico, pois a norma técnica
NBR 10.761 năo deixa claro como devem ser medidas tais dimensőes.
A revisăo das normas deve considerar que
os requisitos dimensionais năo estăo relacionados a questőes que
envolvam a segurança dos usuários. Portanto, deve-se buscar soluçőes
alternativas para a normalizaçăo desse requisito, pois exigir tamanha
precisăo inviabilizaria a fabricaçăo do produto, aumentando seu
custo, tornando-o pouco atrativo para o consumidor.
Resultado Geral
|
Marcas
|
RESULTADO GERAL
DOS ENSAIOS REALIZADOS
|
Conclusăo
|
|
Verificaçăo das
Marcaçőes
|
Acabamento das
Superfícies
|
Montagem do Cabo
|
Dureza
|
Massa do
Martelo
|
Verificaçăo
Dimensional
|
|
Cabeça
|
Cabo
|
Encabamento
|
Teor de Umidade
|
|
A
|
Desconsiderado
|
Conforme
|
Conforme
|
Conforme
|
Conforme
|
Conforme
|
Năo
Aplicável
|
Năo
Conforme
|
Năo Conforme
|
|
B
|
Desconsiderado
|
Conforme
|
Năo
Conforme
|
Conforme
|
Conforme
|
Năo
Conforme
|
Năo
Aplicável
|
Năo
Conforme
|
Năo
Conforme
|
|
C
|
Desconsiderado
|
Conforme
|
Conforme
|
Conforme
|
Conforme
|
Năo
Conforme
|
Năo
Aplicável
|
Năo
Conforme
|
Năo
Conforme
|
|
D
|
Desconsiderado
|
Năo
Conforme
|
Conforme
|
Conforme
|
Conforme
|
Năo
Conforme
|
Năo
Aplicável
|
Năo
Conforme
|
Năo
Conforme
|
|
E
|
Desconsiderado
|
Năo
Conforme
|
Năo
Conforme
|
Conforme
|
Conforme
|
Conforme
|
Năo
Aplicável
|
Năo
Conforme
|
Năo
Conforme
|
|
F
|
Desconsiderado
|
Conforme
|
Conforme
|
Conforme
|
Conforme
|
Năo
Conforme
|
Năo
Aplicável
|
Năo
Conforme
|
Năo
Conforme
|
|
G
|
Desconsiderado
|
Conforme
|
Năo
Conforme
|
Conforme
|
Conforme
|
Conforme
|
Conforme
|
Năo
Conforme
|
Năo
Conforme
|
|
H
|
Desconsiderado
|
Năo
Conforme
|
Năo
Conforme
|
Conforme
|
Conforme
|
Năo
Conforme
|
Năo
Aplicável
|
Năo
Conforme
|
Năo
Conforme
|
|
I
|
Desconsiderado
|
Conforme
|
Năo
Conforme
|
Năo
Conforme
|
Conforme
|
Năo
Conforme
|
Năo
Aplicável
|
Năo
Conforme
|
Năo
Conforme
|
|
J
|
Desconsiderado
|
Conforme
|
Conforme
|
Conforme
|
Conforme
|
Năo
Conforme
|
Năo
Conforme
|
Năo
Conforme
|
Năo
Conforme
|
|
K
|
Desconsiderado
|
Conforme
|
Conforme
|
Conforme
|
Conforme
|
Năo
Conforme
|
Năo
Conforme
|
Năo
Conforme
|
Năo
Conforme
|
|
L
|
Desconsiderado
|
Năo
Conforme
|
Conforme
|
Năo
Conforme
|
Conforme
|
Năo
Conforme
|
Năo
Aplicável
|
Năo
Conforme
|
Năo
Conforme
|
|
M
|
Desconsiderado
|
Conforme
|
Conforme
|
Conforme
|
Conforme
|
Conforme
|
Năo
Aplicável
|
Năo
Conforme
|
Năo
Conforme
|
|
N
|
Desconsiderado
|
Conforme
|
Conforme
|
Conforme
|
Conforme
|
Conforme
|
Năo
Aplicável
|
Năo
Conforme
|
Năo
Conforme
|
|
O
|
Desconsiderado
|
Conforme
|
Năo
Conforme
|
Năo
Conforme
|
Conforme
|
Năo
Conforme
|
Năo
Aplicável
|
Năo
Conforme
|
Năo
Conforme
|
Conclusőes
De acordo com a análise dos resultados
obtidos pelas amostras de martelo de aço, conclui-se que a tendęncia
da conformidade do produto disponível no mercado é a se apresentar
fora dos parâmetros normativos vigentes, pois detectou-se índice
de năo conformidade de 100% (cem por cento) durante a análise de
conformidade realizada, ou seja, todas as amostras analisadas apresentaram
irregularidades em, pelo menos, um dos ensaios realizados.
Foram verificadas seis diferentes características
do produto e, em quase sua totalidade, a necessidade de revisăo
da norma técnica foi constatada, năo só para tornar os parâmetros
mais claros, como também para incluir novos requisitos e atualizar
os já existentes. A norma é um instrumento dinâmico e deve acompanhar
as inovaçőes tecnológicas, refletindo a realidade de cada setor,
năo no sentido de se adequar ŕs solicitaçőes da indústria, mas no
sentido de manter-se atual para năo restringir produtos com novas
características que tragam comprovados benefícios para a sociedade
como um todo.
Os principais pontos identificados pela
análise que indicam a necessidade de revisăo das normas săo:
- Săo consideradas antigas, pois tęm mais
de 10 (dez) anos de publicaçăo;
- A obrigatoriedade da utilizaçăo de madeira
como matéria-prima para fabricaçăo do cabo;
- A obrigatoriedade da utilizaçăo do método
de fixaçăo do cabo (encabamento) por cunha;
- A rigorosidade dos parâmetros dimensionais;
- O fato das normas tratarem o cabo de
madeira e a cabeça de aço como partes independentes e năo como
um conjunto;
- Melhor definiçăo das informaçőes consideradas
obrigatórias para o cabo e para a cabeça de aço.
O principal responsável por essas revisőes
é o próprio setor industrial. Essas solicitaçőes deveriam partir
da indústria, pois é ela a principal usuária das normas e, portanto,
pelo menos, teoricamente, deveriam comunicar, com maior facilidade
e agilidade, ŕ Associaçăo Brasileira de Normas Técnicas – ABNT
a necessidade de revisăo de uma norma. Entretanto, o fato de năo
existir uma associaçăo que congregue os fabricantes do setor, ou
seja, de haver uma voz ativa que o represente e que tome a frente
de suas responsabilidades, direitos e deveres, pode contribuir para
essa realidade.
Essa necessidade foi identificada nas duas
análises realizadas anteriormente nas amostras de alicate universal
e chave de fenda e ratificada pela análise dos resultados obtidos
nas amostras de martelo de aço.
As normas săo antigas e, segundo o posicionamento
dos fabricantes, năo contemplam, por exemplo, a existęncia de duas
linhas de ferramenta no mercado, uma destinada para o usuário comum,
para ser utilizada em trabalhos domésticos e de forma esporádica
e, portanto, mais barata e de qualidade inferior, e outra denominada
"profissional", fabricada para um público específico,
mais cara e que suporta esforços mecânicos mais rigorosos. A criaçăo
dessas duas linhas foi motivada, em grande parte, pela concorręncia
desleal que se observou após a invasăo de produtos importados evidenciada
no início dos anos 90, muitos deles de baixa qualidade e custo inferior
aos nacionais, os conhecidos produtos denominados popularmente como
"um e noventa e nove".
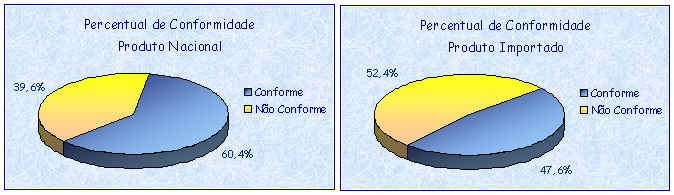
Entretanto, assim como nas análises anteriores,
o percentual de conformidade das amostras de martelo de aço analisadas
de origem nacional manteve-se maior que o das de origem estrangeira,
demonstrando que a indústria nacional, apesar das dificuldades,
tem conseguido colocar no mercado produtos mais competitivos economicamente,
ou seja, mais baratos, e com qualidade superior.
Os gráficos a seguir ilustram os percentuais
de conformidade dos produtos nacionais e dos produtos importados
analisados.
De um modo geral, a realidade do setor de
ferramentas no Brasil é preocupante, principalmente, no que diz
respeito ŕ normalizaçăo dos produtos. As normas necessitam de revisăo
e o setor necessita de uma supervisăo atuante, questőes que podem
ser resolvidas pela criaçăo de uma associaçăo que congregue os fabricantes
ou pela reativaçăo da extinta Associaçăo Brasileira dos Fabricantes
de Ferramentas – ABF, pois a continuidade da fabricaçăo de
produtos abaixo dos padrőes mínimos de qualidade, pode levar ŕ degradaçăo
do setor.
Diante do exposto, o Inmetro convocará
as partes interessadas, fabricantes e importadores de ferramentas
em geral, institutos de pesquisas, laboratórios, representantes
de organismos de defesa dos consumidores e a ABNT, especificamente,
o Comitę Brasileiro 04, de Máquinas e Equipamentos Mecânicos, para
que sejam discutidas medidas que possam ser implantadas visando
a melhoria da qualidade do setor.
Conseqüęncias
|
Data
|
Conseqüęncias
|
|
11/03/2000
|
Divulgaçăo no Programa Fantástico - Rede Globo de Televisăo
|
| 11/05/2001 |
Reunião
com representantes do setor produtivo, da Associação
Brasileira de Normas Técnicas, do Movimento das Donas
de Casa de Minas Gerais, entidade de defesa do consumidor
e do Inmetro, com o objetivo de definir medidas de melhoria
para o setor. |
|
|
Principais
Definições: Revisão das normas técnicas
brasileiras, reativação da entidade representativa
dos fabricantes do setor. |
| 30/07/2001 |
Primeira
reunião da Comissão de Estudo da ABNT para
elaboração das normas. Principais Definições:
Criação de Grupos de Trabalho, um para cada
tipo de ferramenta analisada, e elaboração
de normas específicas para alicate, chave de fenda
e martelo de aço. |
|

